Z vadných zařízení lze extrahovat velké množství různých náhradních dílů, které lze použít nejen k opravám jiných zařízení, ale také k nezávislé výrobě originálních produktů. Jedním z takových domácích výrobků je bodové svařování, které je velmi snadné vyrobit z nepotřebných mikrovlnných troueb.

Nevyhazujte svou starou mikrovlnnou troubu
Jak samostatně vyrobit spotter ze staré mikrovlnné trouby bude podrobně popsáno v tomto článku.
DIY mikrovlnný spotter: sestava transformátoru
Mikrovlnná trouba může být použita pro výrobu svařovacího stroje, pouze pokud je jeho vysokonapěťový transformátor v provozním stavu. Pro vlastní bodové svařování je nutné tuto část z domácího spotřebiče odstranit. Demontáž vysokonapěťového převodníku:
- Sejměte zadní kryt nejprve odšroubováním několika šroubů;
- Odpojte svorky od výkonového transformátoru;
- Odšroubujte šrouby zajišťující transformátor;
- Extrahujte část.
Nyní z krokového transformátoru můžete provést krok-dolů, který bude použit při návrhu domácího bodového svařování. Pro takovou změnu je třeba nejprve pečlivě demontovat sekundární vysokonapěťové vinutí. K tomuto účelu jsou potřebné následující nástroje:
- Pila na kov;
- Kladivo;
- Vlásenka;
- Kleště;
- Elektrické vrtačky;
- Vrták do kovu.
Demontáž sekundárního vinutí se provádí v následujícím pořadí:
- Zajistěte transformátor ve svěráku tak, aby nedošlo k poškození primárního vinutí;
- Pila nařezá sekundární vinutí ze dvou stran.

Odstranění sekundárního vinutí vysokonapěťového transformátoru
- Vrták pro vrtání vodičů sekundárního vinutí zbývajících v pouzdru transformátoru;
- Pomocí vlásenky a kladiva vyražte zbytky měděného drátu.
Když je vysokonapěťové vinutí zcela odstraněno, je nutné správně navinout drát pro spouštěcí vinutí. Průměr měděného drátu pro sekundární vinutí musí být nejméně 16 mm. Pokud neexistuje vodič s vhodným průměrem, lze použít několik svazků vodičů.

Transformátor pro bodové svařování
U tohoto provedení výroby vinutí by vodivé vodiče měly být vybrány tak, aby součet průměrů všech měděných vodičů byl alespoň 16 mm. Pro sekundární vinutí bude stačit zatočit 2 - 3 zatáčkami, aby se získal proud s dostatečně vysokou energií.
Zatáčky by měly být umístěny co nejblíže sobě.
Na této sestavě lze transformátor považovat za dokončený.
Výroba elektrod
Bodové svařování ze staré mikrovlnné trouby bude účinně fungovat pouze pomocí vysoce kvalitních elektrod. Můžete nezávisle vyrobit elektrody z měděné tyče. Spojení elektrod s trolejovým drátem se provádí hrotem, který by měl být kvalitně připájen k měděnému vodiči.
Pracovní strana elektrody by měla být naostřena ve formě kužele, aby se získal lépe svařovaný spoj.

Elektroda pro bodové svařování
Pokud si nepřejete samostatně vyrábět elektrody, můžete si koupit hotové elektrody, ale náklady na výrobní výrobky budou nejméně 500 rublů za 1 ks.
Ovládání
Aby bylo možné bodové svařování snadno a pohodlně ovládat, je nutné vyrobit tělo zařízení, pomocí kterého bude možné snadno svařovat kovy.
První věc, kterou musíte udělat, je opravit transformátor. K tomuto účelu můžete použít tlustou překližkovou desku, ve které jsou vytvořeny díry vrtákem pro montáž transformátoru. Řízení procesu bodového svařování může být prováděno jako na externím zařízení, když je transformátor umístěn odděleně od krytu a od něj je napětí přivedeno na kontakty svorek pomocí vodičů. Takové zařízení umožní svařování na těžko přístupných místech a na velkých objektech.
Významnou nevýhodou dálkového zařízení je potřeba použít dostatečně dlouhý kabel, když prochází skrz nějž se elektrický proud významně sníží v důsledku zahřívání vodiče v době svařování kovů. Také neschopnost vzdáleného zařízení zahrnuje nemožnost použití kleští s dlouhou pákou, takže kontaktní síla bude zanedbatelná, což nemůže ovlivnit kvalitu svařování.
Kleště mohou být vyráběny samostatně pomocí invertorového svařovacího stroje. K výrobě kleští budete potřebovat 2 velké podložky-těsnění o tloušťce nejméně 8 mm a průměru 50 mm. Pokud neexistují vhodné díly, mohou být vyrobeny nezávisle na soustruhu. Pokud jsou podložky vyráběny ručně, pak uprostřed každé z nich musíte vytvořit otvor o průměru 20 mm.
Dalším krokem v nezávislé výrobě klíšťat je vyříznutí silné izolační tyče z ebonitu.

Tvrdé gumové tyče
Je žádoucí zvolit tyč tak, aby její průměr odpovídal vnějšímu průměru kovových podložek. Střední izolace je provedena následovně.
- Z ebonitové tyče se vyřízne kus dlouhý 30 mm.
- Ebonitová pračka je pevně upevněna ve vrtacím stroji a průchozí otvor o průměru 8 mm je vyroben přesně uprostřed.
- Na soustruhu se materiál odstraní na obou stranách ebonitové pračky do průměru 20 mm. Materiál by měl být odstraněn ve vzdálenosti rovnající se tloušťce kovové podložky.
Takto bude získán spolehlivý izolátor, který neumožní zkrat mezi svěrnými pákami.
V další fázi výroby domácích kleští se svařují kovové podložky, na jedné straně rukojeti dlouhé asi 40 cm a na druhé straně kontaktní část zařízení, ke které bude připojen napájecí kabel a svorka elektrody. Kliky a kontaktní část zařízení mohou být vyrobeny z kovové tyče, která by měla být přímo ze strany obsluhy a ve tvaru L z kontaktní části. Ohýbání kleští ze strany pracovní části je nezbytné, takže kontakt kontaktů je proveden pouze v místě svařování dílů. Po svařování jsou kovové podložky, ke kterým byly svařeny držadla a kontaktní části, očištěny pilníkem nebo štěrbinou, takže po sestavení roztočů se díly volně pohybují podél ebonitové izolace.
Sestavování domácích klíšťat je následující:
- Na šroub 50 mm dlouhý a 8 mm v průměru se nasadí kovová podložka, potom podložka z jakéhokoli izolačního materiálu s vnějším průměrem nejméně 30 mm.
- Polovina klíšťat je nainstalována.
- Je nainstalován oddělovací izolátor ebonitu.
- Je nainstalovaná druhá polovina klíšťat.
- Umístí se izolační podložka, potom kovová podložka, načež se zašroubuje matice M8.

Domácí roztoči
Kromě výrazné ztráty energie na vodiči není při použití kleští vždy možné redukovat kontakty potřebnou silou. Tato nevýhoda je zvláště známa u odporového svařování kovových částí o tloušťce 0,5 mm nebo více.Pro zajištění dostatečného úsilí je svařování ze staré mikrovlnné trouby provedeno ve formě stacionárního stroje.

Stacionární svařovací stroj

Páková pružina
Všechny hlavní části tohoto typu kontaktního svařování jsou vyráběny podle principu popsaného výše, ale s jediným rozdílem spočívajícím v tom, že pracovní část se pohybuje pouze ve vertikální rovině a kontakty se díky přítomnosti delší páky uzavírají pod mnohem větší silou.
Ve stacionárním zařízení je pohyblivé pouze horní rameno, které musí být stejně jako při výrobě klíšťat spolehlivě izolováno od hlavního těla pomocí ebonitové vložky.
Použití jedné páky výrazně zjednodušuje ovládání svařovacího stroje a také vám umožňuje vytvořit mechanismus, který automaticky zapne zařízení, když je páka posunuta dolů.
Rovněž budete muset vybavit páku pružinou, která vrací horní kontakt ihned po ukončení tlaku.
Není nutné vybavovat stacionární konstrukci páčkami typu „nůžkové“, proto stačí vytvořit jednu pohyblivou horní páku, na které bude instalována svorka pro připojení drátu z transformátoru a mechanismus pro upevnění elektrody.
Spodní část je vytvořena ve formě pevné plošiny s nahoru směřujícím prvkem, na kterém jsou upevněny také napájecí kabel a spodní pracovní elektroda.
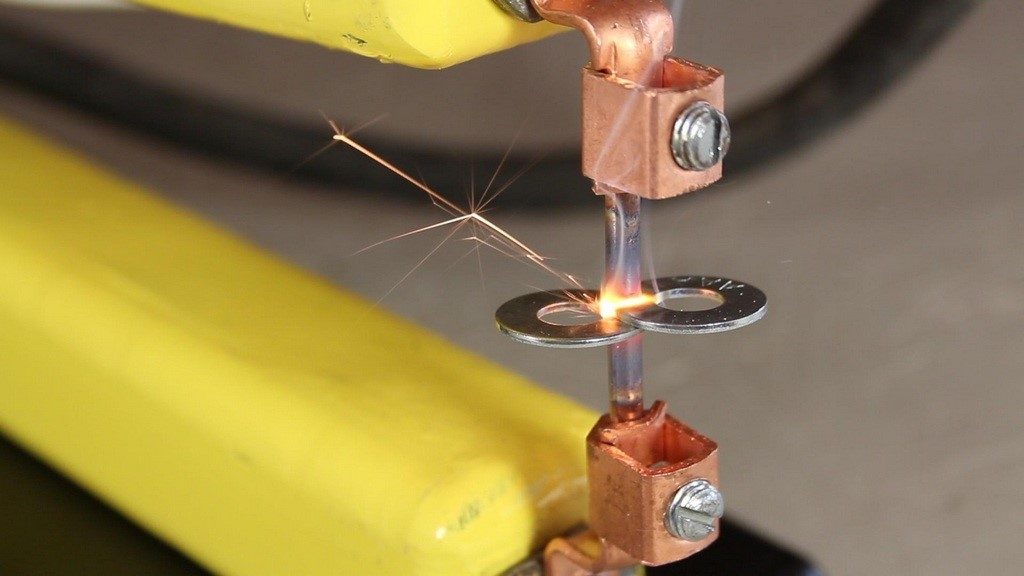
Domácí bodové svařování
Výhodou stacionárního zařízení je to, že toto zařízení snadno svařuje kov do tloušťky 1 mm. Vyššího výkonu je dosaženo díky instalaci transformátoru
na stejné platformě s pracovní částí. Toto uspořádání minimalizuje ztrátu elektrického proudu použitím kratšího kabelu mezi sekundárním vinutím a elektrodami.
Závěr
Spotter z mikrovlnné trouby lze provést samostatně, což ušetří nejméně 10 000 rublů.

Tovární přístroje
Elektrody jsou také vyráběny samostatně, takže stačí mikrovlnný transformátorzískat efektivní a bezpečné použití kovového bodového svařovacího stroje.


